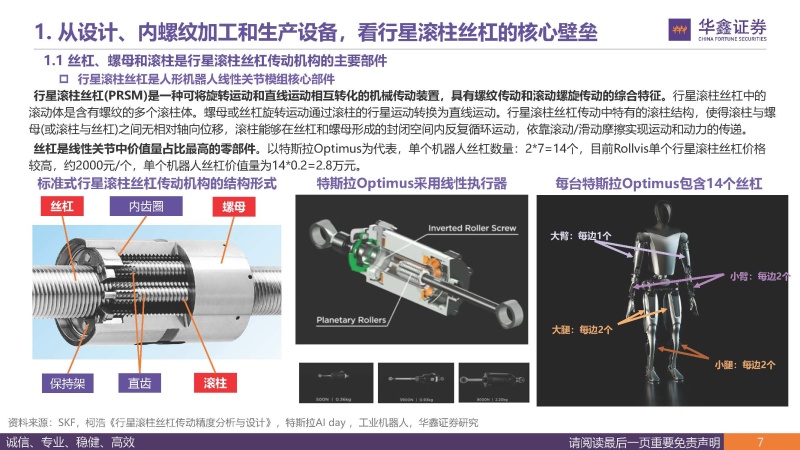
丝杠、螺母和滚柱是行星滚柱丝杠传动机构的主要部件
行星滚柱丝杠(prsm)是一种可将旋转运动和直线运动相互转化的机械传动装置,具有螺纹传动和滚动螺旋传动的综合特征。行星滚柱丝杠中的 滚动体是含有螺纹的多个滚柱体。螺母或丝杠旋转运动通过滚柱的行星运动转换为直线运动。行星滚柱丝杠传动中特有的滚柱结构,使得滚柱与螺 母(或滚柱与丝杠)之间无相对轴向位移,滚柱能够在丝杠和螺母形成的封闭空间内反复循环运动,依靠滚动/滑动摩擦实现运动和动力的传递。 丝杠是线性关节中价值量占比最高的零部件。以特斯拉optimus为代表,单个机器人丝杠数量:2*7=14个,目前rollvis单个行星滚柱丝杠价格 较高,约2000元/个,单个机器人丝杠价值量为14*0.2=2.8万元。
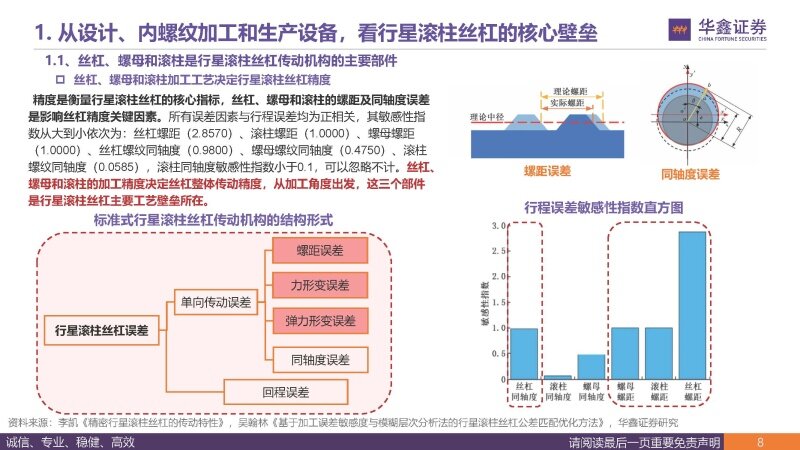
精度是衡量行星滚柱丝杠的核心指标,丝杠、螺母和滚柱的螺距及同轴度误差 是影响丝杠精度关键因素。所有误差因素与行程误差均为正相关,其敏感性指 数从大到小依次为:丝杠螺距(2.8570)、滚柱螺距(1.0000)、螺母螺距 (1.0000)、丝杠螺纹同轴度(0.9800)、螺母螺纹同轴度(0.4750)、滚柱 螺纹同轴度(0.0585),滚柱同轴度敏感性指数小于0.1,可以忽略不计。丝杠、 螺母和滚柱的加工精度决定丝杠整体传动精度,从加工角度出发,这三个部件 是行星滚柱丝杠主要工艺壁垒所在。
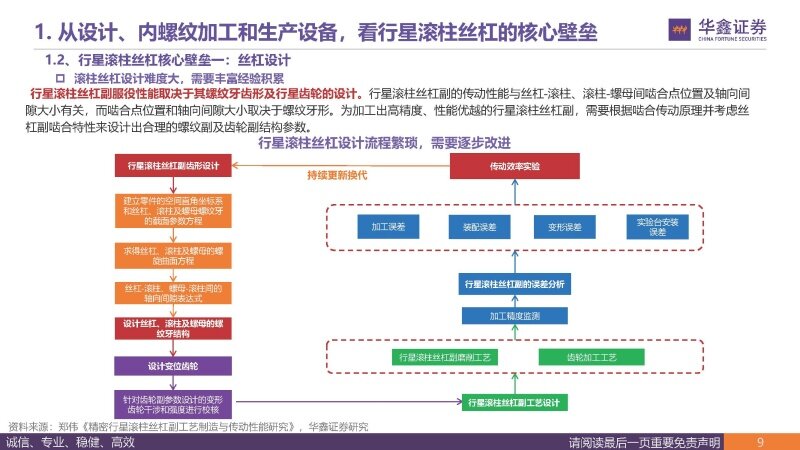
行星滚柱丝杠核心壁垒一:丝杠设计
行星滚柱丝杠副服役性能取决于其螺纹牙齿形及行星齿轮的设计。行星滚柱丝杠副的传动性能与丝杠-滚柱、滚柱-螺母间啮合点位置及轴向间 隙大小有关,而啮合点位置和轴向间隙大小取决于螺纹牙形。为加工出高精度、性能优越的行星滚柱丝杠副,需要根据啮合传动原理并考虑丝 杠副啮合特性来设计出合理的螺纹副及齿轮副结构参数。
行星滚柱丝杠核心壁垒二:螺纹加工工艺
外螺纹加工工艺主要为硬车、磨削、滚轧、旋铣,其中磨削精度高,滚扎效率高,硬车和硬旋铣较均衡。行星滚柱丝杠依靠零件间的螺纹啮合 实现传动功能,螺纹的加工精度将直接影响系统的传动精度、使用寿命、与平稳性,故优化螺纹的加工技术是提升prs整体性能的关键。prs螺 纹制造工艺方法主要为成型加工,例如目前应用于丝杠副螺纹制造技术主要有硬车、磨削、滚轧成型和旋风铣削技术。
内螺纹加工难度大,目前高精度内螺纹加工方式仍以磨削为主,磨削工艺效率低,精度高,对磨床设备要求高。未来看好内螺纹加工工艺看 好铣削,铣削加工效率较高,设备要求较低,但若加工深度较长效率会下降。
行星滚柱丝杠核心壁垒三:磨床等先进加工设备
我国在高档数控机床行业面临“卡脖子”的难题。数控磨床核心部件主要包括数控系统、主轴、丝杆、线轨等,目前国内各核心部件技术距离 国际水平存在一定差距,国内机床厂商为提高机床精度和稳定性,提高产品竞争力,核心部件以国际品牌为主,国产化率较低,对国际品牌部件 依存度较高,特别是高档数控机床配套的数控系统基本为发那科、西门子等境外厂商所垄断。
欧洲、日本是高端磨床主要产地,对中国采取出口限制措施。2023年4月dmg的每台机床都配备rms(机床搬迁安保)装置,出售给中国的所有机 床都需要增加位置传感器,日本发那科高端五轴数控系统对华禁售。数控系统是螺纹磨床提高精度的关键,但目前高档数控机床配套的数控系统由发 那科、西门子等境外厂商所垄断。采用国外数控系统前提下,国产磨床加工精度已达p1及以上精度。 上海机床厂sk7420型数控丝杠磨床:可磨削p1级甚至更高精度的滚珠丝杠。适合于磨削三角螺纹、梯形螺纹、锯齿螺纹、圆弧滚珠丝杠以及其他 螺纹齿形的外螺纹,可实现p1级精度滚珠丝杠的磨削。统采用西门子840d控制系统,可控制六轴三联动。 汉江机床sk7405数控丝杠磨床:可磨削p2精度丝杠,采用西门子828d数控系统,实现三轴二联动,配置螺纹自动对刀装置,满足批量加工要求; 配置金刚滚轮修整器,实现砂轮自动成型修整。可采用多线或单线磨削技术,实现丝杠高效磨削同时可实现丝杠高精密磨削。
丝杠、螺母和滚柱加工流程拆解
一般来说,精度要求越高,时效处理次数越多,加工过程越繁琐。硬度要求高的丝杠(hrc56以上)必须进行淬火处理,淬火可以有效地保证 丝杠的机械性能、硬度和稳定性。淬火工艺的丝杠需要多次回火以及冰冷处理以消除应力。预备热处理阶段选择调质处理,主要是淬火和高温 回火,校直时应注意避免反复压校。丝杠受到粗车的影响会产生较大的应力集中,因此需通过高温失效来去除内应力,且丝杠经过高温处理后, 需检测其圆跳动,若圆跳动不符合标准,应重新校直和时效处理。丝杠通过磨削加工后会产生应力甚至表面产生裂纹,因此需对丝杠进行低温 时效处理。
螺母结构尺寸小且内部空间非常有限,加工难度大大提高。最常用的滚珠螺母内轨道的法截形为双圆弧,工艺路线为:下料→锻造成型→粗车外 圆→外圆磨削→钻孔→车90°的v型螺旋槽→内轨道渗碳或高频淬火→磨削内轨道。在生产过程中由于车削后磨削余量大,易产生干涉。加工螺纹 时,一般需要经过几次切削才能达到加工要求,此时要注意每次切削时进刀点要一致,即每次要保证从螺纹螺旋线的起点切入,否则就会损坏已 切好的螺纹沟槽,造成通常所说的乱扣现象。在内滚道的螺纹车削粗加工和磨削精加工过程之间存在着一个二次装夹的问题,当工件因为热处理 或精磨等工序安排进行二次装夹后,便不能再以上次加工时的刀具位置作为加工基准。所以为了避免“乱扣”导致的螺纹失效,有必要针对螺纹 沟槽进行对刀操作,对刀是工件加工中的最重要的操作内容,其准确性决定了零件的加工精度,同时对刀效率还直接影响数控加工效率。
复盘国内外一流丝杠厂商发展历史,精密金属机加工能力是进军丝杠赛道的必要条件
gsa、 ewellix、 rollvis、 rexroth等国外企业代表滚柱丝杠制造一流水平。目前生产滚柱丝杠并参与市场竞争的厂家主要有: gsa(瑞士)、 ewellix(瑞典)、rollvis(瑞士)、rexroth(德国)、cmc(美国)、南京工艺(中国)、济宁博特(中国)、优仕特(中国台湾)。除这 些品牌外,还有 moog(美国)、power jacks(英国)也有生产滚柱丝杠的能力,但产品不外销,主要用于自身生产的电动缸等产品使用。
齿轮在加工和设计方面与行星滚柱丝杠逻辑相通
磨齿是获得高精度齿轮最有效和可靠的方法。磨齿能加工淬硬齿轮,纠正齿轮预加工产生的各项误差,消除热处理变形,提高齿轮加工 精度。当今磨齿工艺的状况是:对中小规格齿轮一般采用蜗杆砂轮磨齿,部分采用成形砂轮磨齿。 对大规格齿轮一般采用成形磨齿方法。 提高磨齿效率主要从两方面着手, 一是采用cnc,二是采用新型磨削材料 cbn。目前碟形砂轮和大平面砂轮磨齿精度可达din2级,但 效率很低。蜗杆砂轮磨齿精度达din3~4级,效率高,适用于中、小模数齿轮磨齿,但砂轮修正较为复杂。磨齿的主要问题是效率低、成 本高,尤其是大尺寸的齿轮。
轮毂轴承加工工艺和要求与丝杠螺母殊途同归
为保证产品加工精度,第三代轮毂轴承采用三遍磨削加工循环:初磨循环→细磨循环→终磨循环。第三代轮毂含有多达9个零件的双列角接触球 轴承,外圈是双沟道,带有安装法兰盘,外径有多个台阶。内圈由内轴圈和内圈组成,内轴圈带有安装法兰盘。在初磨循环后附加回火,稳定材 料组织,减少磨削应力产生的变形。由于结构特殊,内外圈的磨加工在外径表面、内径表面、沟道表面、轴台阶外径得加工留量上进行了增大。 工艺安排初磨循环后返车工加工内圈轴端处螺纹,法兰盘以及法兰盘上的安装孔、定位孔,减小热处理变形影响。同时避免因磨削留量大可能引 起的烧伤、裂纹等缺陷。
工艺&设备同源性促使齿轮、轮毂轴承厂商蜂拥入局
丝杠/滚柱/螺母加工的核心逻辑都是对高硬度材料表面进行精密的连续性加工,这一点与齿轮、轮毂轴承等精密部件具备工艺&设备上的同 源性。与行星滚柱丝杠具有相似加工工艺且拥有相关设备的零部件厂商,如轮毂轴承、齿轮等厂商,纷纷进军丝杠赛道。
新剑传动——研发经验深厚,行星滚柱丝杠产品已经量产
深耕机械传动技术,行星滚柱丝杠产品已应用于人形机器人。新剑传动主营业 务是为半导体通讯、计算机、电子、汽车、工程机械、人机协作及服务机器人 等行业提供蜗轮、蜗杆传动部件和精密零部件产品。目前公司丝杠产品汽车领 域客户包括吉利、理想、华为、一汽等;机器人凯发k8国际官网的合作伙伴包括小米、小鹏、智 元机器人、科沃斯机器人等。
2022年,新剑传动的营业收入1.8亿元,归母净利0.2亿元。2021年,新剑传动的营业收入较2020年的1.5亿元略有下降,同比-9.7%。 2022年,公司营收达到1.8亿元,同比 39.8%,主要得益于新产品行星滚柱丝杠系列的批量生产和hdm系列产品销售的增加。由于新产 品的增量和量产带来的营业收入增长,公司归母净利润达到1745万元,同比大幅 232.9%。 新剑传动主营业务包括cnc车磨轴产线、hdm、行星滚柱丝杠电动缸等。cnc车磨轴产线系列作为传统精密零部件,2022年营业收入达 到1亿元,同比 6.9%。hdm产线系列凭借自主知识产权和自动化流水线装配,销售收入达到0.4亿元,同比大幅 106.2%。滚轧成型蜗 杆齿轮产线系列是公司研发重点,营业收入为0.1亿元,同比-3.5%。行星滚柱丝杠电动缸产线系列作为公司最新研发的产品,成功实 现批量化生产,并在汽车行业得到应用,销售收入为0.2亿元,同比 100%。
北特科技——丝杠产线已安装调试完成,具备全工序生产能力
北特科技专注汽车零部件研发与制造。其子公司北特零部件、长春北特和天津北特专注汽车转向器零部件与减震器零部件的生产。北特 科技的核心产品包括转向器齿条和减震器活塞杆,覆盖了80多种车型的转向器零部件和110多种车型的减震器活塞杆,客户包括一汽大 众、上海大众等国内主流整车制造企业。此外,公司的主要产品,包括转向器齿条、齿轮、输入轴、阀套以及减震器活塞杆等,均通过 国际质量管理体系认证。
2021-2023年北特科技的营业收入稳步上升,归母净利率较为稳定。2021年,北特科技的营业收入为17.4亿元,同比 18.2%,归母净利润 大幅增长,同比 114.7%。2022商用车市场低迷,对空调压缩机业有所冲击,公司营业收入下降至17.1亿元,同比-1.9%,归母净利润显著 下滑,同比-29.4%。2023年,得益于营收增加和成本控制措施,公司营业收入恢复至18.8亿元,同比 10.3%,归母净利润0.5亿元,同比 10.7%。 北特科技主营业务为底盘零部件业务、铝合金轻量化业务、空调压缩机及集成热管理业务三大板块。2023年,公司底盘零部件业务营收 12.9亿元,同比 7.0%;铝合金轻量化业务营收入1.3亿元,同比 182.1%;空调压缩机业务随着商用车市场的回暖实现了4.4亿元营收, 同比 3.7%。
丰立智能——小模数齿轮龙头厂商,减速器产品已应用于机器人
2023年公司受齿轮和精密减速器业务拖累,归母净利大幅下降。2021年由于市场需求扩张和公司业务扩展,主营业务钢齿轮业务增长 39.64%,总营收也出现较大涨幅。2022年营收出现下降主要原因是三大主营业务营收都呈现不同幅度减少。2023年公司实现合并营业收 入4.29亿元,同比增加 0.12%,维持相对稳定状态。2023年公司实现归母净利润 0.24亿元,比上年同期减少46.3%,净利润下降的主要原因 为传统毛利较高产品收入占比有所下降,新项目、新产品生产前期的大量投入增加成本支出。 公司营业收入来源主要为齿轮、气动工具及零部件、精密减速器及零部件三大板块,同时布局谐波减速器。2023年齿轮业务实现营收1.98 亿元,同比减少13.05%。气动工具及零部件业务实现营收1.19亿元,同比上升29.76%。公司在小模数齿轮的核心业务基础上,不断进行产 业链延伸。
夏厦精密——布局机器人减速机以及车用丝杆
2021-2023年夏厦精密的营业收入和归母净利率整体处于稳健的态势。公司的营业收入从2020年的低点逐渐上升,到2021年达到最高点 5.4亿元,然后维持稳定。公司的归母净利率一直维持在10%-20%的区间内。2023年,公司实现了5.3亿元的营业总收入,同比 2.0%,归 母净利润为0.7亿元,同比-18.4%。 公司前期开拓的新汽车项目落地逐步放量,带动公司齿轮业务2023年同比 34.3%。2023年,夏厦精密的营业收入主要来源于汽车齿轮、 减速机及其配件和电动工具齿轮,这三种产品合计占公司总营业收入的89.3%。其中,汽车齿轮的营业收入占比最高,达到3.2亿元,同 比 34.3%,主要得益于新项目落地和产能提升。而减速机及其配件、电动工具齿轮、刀具和设备以及其他齿轮和产品的营业收入占比均 有所下降,主要受到主要客户产品更新换代和终端需求下降的影响。
(本文仅供参考,不代表我们的任何投资建议。如需使用相关信息,请参阅报告原文。)





